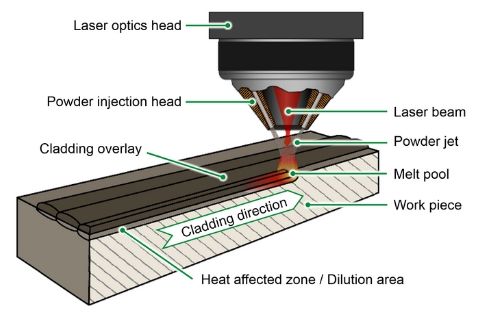
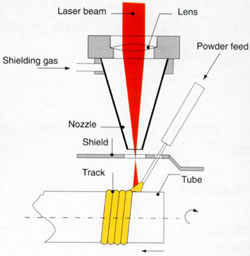
Laser Cladding By Powder Injection

Laser Cladding With Powder Injection Process Download Scientific Diagram

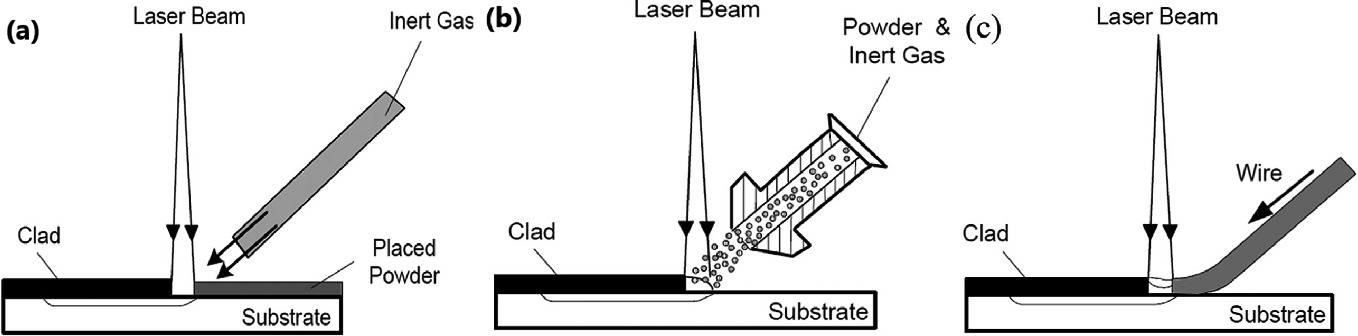
Different Methods Of Laser Cladding A Paste Feeding B Powder Download Scientific Diagram

A Schematic Of The Coaxial Powder Injection Laser Cladding Process Download Scientific Diagram

A Schematic View Of Laser Cladding By Powder Injection And B Cross Download Scientific Diagram

Schematic Diagram Of The Laser Cladding Process With Powder Injection Download Scientific Diagram

Powder Injection An Overview Sciencedirect Topics
Optimization of the processing conditions article pdf available in journal de physique iv proceedings 01 c7 december 1991 with 65 reads.
Laser cladding by powder injection.
Laser Cladding

Laser Cladding Appropedia The Sustainability Wiki

Laser Cladding Technology Total Materia Article
Surface Technology

A Experimental Setup For Laser Cladding Process And B Internal Powder Download Scientific Diagram

A Schematic Diagram Of Laser Cladding Process By Blown Powder Download Scientific Diagram

Laser Cladding An Overview Sciencedirect Topics

Laser Cladding By Powder As A Service Alotec Dresden Gmbh

Experimental Set Up To Produce Fgm By Laser Cladding Download Scientific Diagram

Color Online Diagram Of Laser Cladding Physical Model Download Scientific Diagram
Laser Cladding Tekniker

Research And Development Status Of Laser Cladding On Magnesium Alloys A Review Sciencedirect

A An Illustration Of Laser Cladding Process By Blown Powder Feeding And Download Scientific Diagram

Pdf Progress In Numerical Simulation Of The Laser Cladding Process

Kinetic Approach In Numerical Modeling Of Melting And Crystallization At Laser Cladding With Powder Injection Sciencedirect
Https Www Mdpi Com 2079 6412 10 8 774 Pdf
Laser Cladding Loukas
Pdf Effect Of Process Parameters In Laser Cladding On Substrate Melted Areas And The Substrate Melted Shape
Wear Characteristics Of Laser Cladded Surface Coating Springerlink

Laser Cladding An Overview Sciencedirect Topics

Cellular Automaton Model For The Simulation Of Laser Cladding Profile Of Metal Alloys Sciencedirect

Laser Cladding Technology Process And Application Mikro India

Laserbond Announces Shipping Of First Customised Laser Cladding System

Advantages Of Fiber Laser Cladding Ipg Laser Systems
Osa Design Of A Transmissive Optical System Of A Laser Metal Deposition Three Dimensional Printer With Metal Powder

Photos Of Multi Layered Laser Cladding Of Ni85al15 Powder Evaluating Download Scientific Diagram

Cube Laser Cladding Machine Youtube

Pdf Laser Cladding With Powder Semantic Scholar

Laser Cladding Endlas Lc United States

Pdf Redistribution Of The Beam Power In Laser Cladding By Powder Injection

Laser Surface Treatment Openlearn Open University

Pdf Laser Additive Manufacturing Modeling
Https Iopscience Iop Org Article 10 1088 2053 1591 Ab6894 Pdf

China Pta Surfacing Materials Plasma Transferred Arc Welding Laser Cladding Powder China Pta Surfacing Materials Laser Cladding Powder

Laser Cladding Iron Based Metal Powders Hoganas

Pdf Influence Of Fluid Convection On Weld Pool Formation In Laser Cladding Semantic Scholar
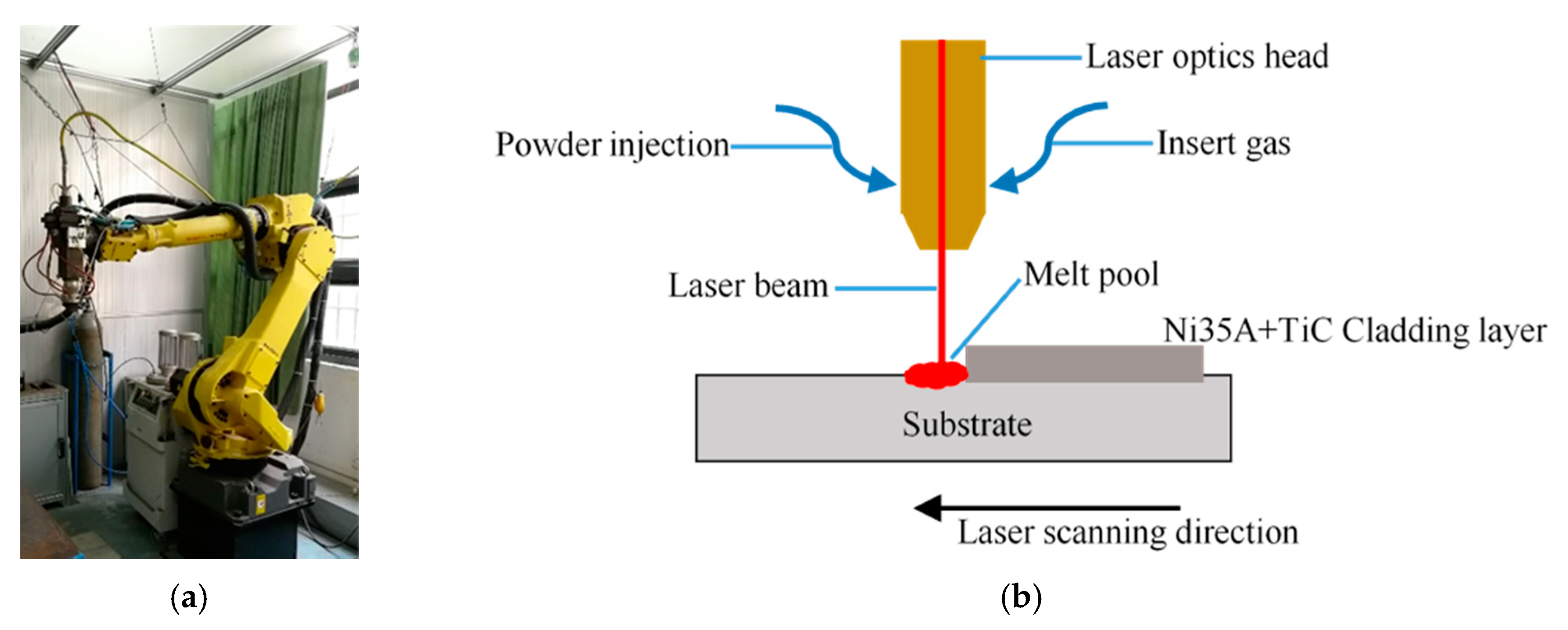
Coatings Free Full Text Microstructure Control And Friction Behavior Prediction Of Laser Cladding Ni35a Tic Composite Coatings

Principle Of Laser Alloying With Direct Powder Injection Into The Download Scientific Diagram

Powder Nozzle An Overview Sciencedirect Topics

Comprehensive Analysis Of Laser Cladding By Means Of Optical Diagnostics And Numerical Simulation Sciencedirect

Resulting Process Parameters For Controlled Laser Cladding Of Flat Specimen Download Table

The Influence Of Substrate Tilt Angle On The Morphology Of Laser Cladding Layer Sciencedirect
Https Www Sciencedirect Com Science Article Pii S2214785317310921 Pdf Md5 54ba18cfc3c72258af1ae3df06dc65da Pid 1 S2 0 S2214785317310921 Main Pdf
Https Www Mtf Stuba Sk Docs Internetovy Casopis 2010 1 Vrtochova Pdf
Source : pinterest.com
