Laser Welding Aluminium Problems

Pdf Current Issues And Problems In Laser Welding Of Automotive Aluminum Alloys
Joining Aluminum With Laser
Dissimilar Laser Welding Of Aluminium And Copper Alloys Twi
Hrl Engineers 3d Print High Strength Aluminum Solve Welding Problem Using Nanoparticles Of Nucleants Green Car Congress

Laser Welding On An Aluminium Die Casting Alloy T 3mm With High Download Scientific Diagram

Laser Welding Set Up For Aluminium Processing Suggested Scheme With Download Scientific Diagram
Laser welding problem of aluminum alloy 1.
Laser welding aluminium problems.
Clamp Enclose Laser Weld
Diode Lasers For Welding Aluminum 2013 02 04 Assembly Magazine
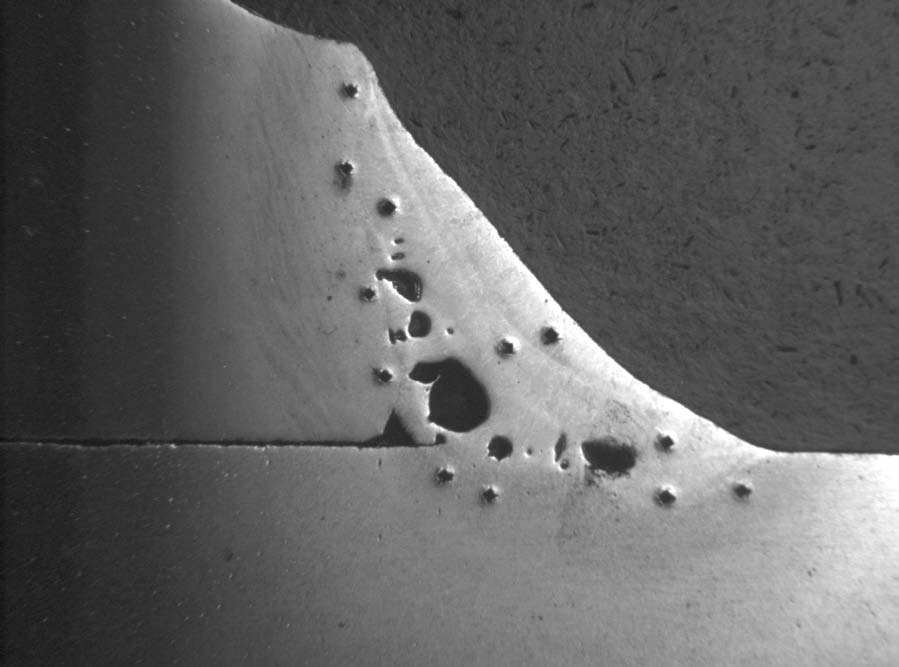
Welding Aluminum Solving Porosity Problems Eb Industries

Introduction To Laser Welding Of Aluminum Alloys

Common Problems Encountered In Fusion Welding Of Aluminium Alloys Download Table

What Engineers Need To Know About Laser Screw Welding Lsw Engineering Com

Pdf Current Issues And Problems In Laser Welding Of Automotive Aluminium Alloys Semantic Scholar

Effect Of Steel To Aluminum Laser Welding Parameters On Mechanical Properties Of Weld Beads Sciencedirect
Pdf Laser Beam Welding Of Aa5052 Aa5083 And Aa6061 Aluminum Alloys

Effects Of Zinc On The Laser Welding Of An Aluminum Alloy And Galvanized Steel Sciencedirect

Dissimilar Metal Welding With Advanced Laser Beam Control Industrial Laser Solutions

Laser Micro Keyhole Method Can Weld Problem Metals Industrial Laser Solutions

Microstructural And Failure Mechanism Of Laser Welded 2a97 Al Li Alloys Via Synchrotron 3d Tomography Sciencedirect

Hot Cracking An Overview Sciencedirect Topics

Mig Welding Problems Mig Welding Mig Welder Welding Tips

Fundamentals Of Laser Welding Ee Publishers
Welding Process Settings And Parameters Download Table
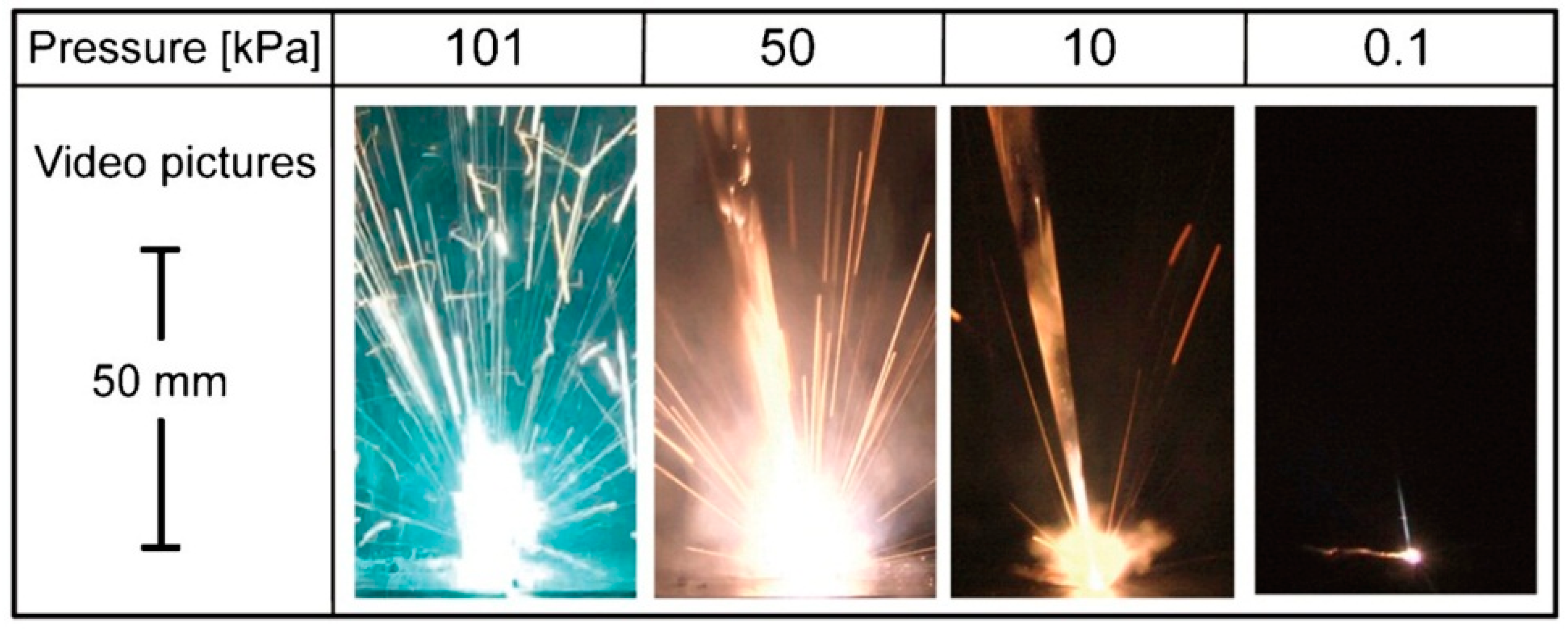
Applied Sciences Free Full Text Laser Welding Under Vacuum A Review Html
1
Pdf Laser Welding Of Thin Sheet Steel With Surface Oxidation
Pdf Laser Welding Dissimilar Materials Of Aluminum To Steel An Overview

Laser Brazing An Overview Sciencedirect Topics

Mig Welding Guide Bead Issues Smaw Welding Mig Welding Welding Art Projects

Laser Joining Of Aluminum Poised To Grow As Cars Lose Weight Industrial Laser Solutions
Macro And Micro Photos Of Weld Samples Welded With 4043 And 5356 Filler Download Scientific Diagram

Pdf Characterisation Of Dissimilar Joints In Laser Welding Of Steel Kovar Copper Steel And Copper Aluminium

Pdf Laser Welding Of Aluminum And Copper For Battery Welding Applications Using A 500w Single Mode Fiber Laser

Understanding Aluminum Welding Compared To Steel Welding

Pdf Laser Welding Of Aluminium Alloy 5083

Laser Beam Power An Overview Sciencedirect Topics
Pdf Problems And Issues In Laser Arc Hybrid Welding

Welding Aluminum Tailored Blanks With Nd Yag Lasers For Automotive Applications
Https Www Ophiropt Com User Files Laser Beam Profilers Ream Ewi Full Pdf

Pulse Shaping Investigations Prima Power Laserdyne

Laser Welding Archives Carrs Welding

500w Fiber Handheld Laser Welder Machine Is Welding Aluminum Joint In Sign Show Youtube Welding Aluminum Welding Laser Welding
Pdf Aluminium Alloys Welding Processes Challenges Joint Types And Process Selection

Amazon Com Dihorse 500w Hand Held Fiber Laser Welding Machine Fiber Metal Welder Machine For Cs Ss Aluminum Raycus 500w Arts Crafts Sewing

Al Around The Weld Article Automotive Manufacturing Solutions
Metals Free Full Text Weld Seam Geometry And Electrical Resistance Of Laser Welded Aluminum Copper Dissimilar Joints Produced With Spatial Beam Oscillation Html

Laser Beam Oscillating Welding Of 5a06 Aluminum Alloys Microstructure Porosity And Mechanical Properties Sciencedirect

1000w Raycus Handheld Fiber Laser Welder For Industrial Sheet Metal Furn Industrial Sheets Metal Furniture Sheet Metal
Https Www Sciencedirect Com Science Article Pii S1875389217301372 Pdf Md5 E60f53a270a4cbad235daae5cf60a213 Pid 1 S2 0 S1875389217301372 Main Pdf
1
Source : pinterest.com
