Mild Steel Laser Cutting Speed Chart

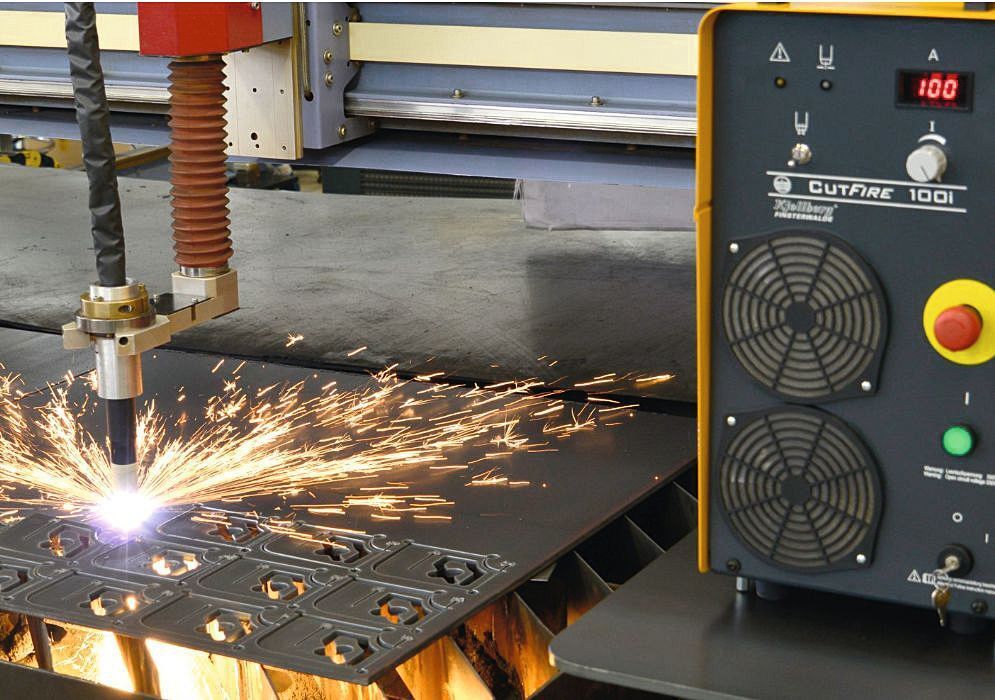
Cnc Plasma Speed Amperage Settings Pirate4x4 Com 4x4 And Off Road Forum Cnc Plasma Cutter Cnc Plasma Cnc Plasma Table
Laser O2 Cutting Guide For Mild Steel Hypertherm

Laser Comparison Cutting Speed And Rate Of Feed Jmtusa
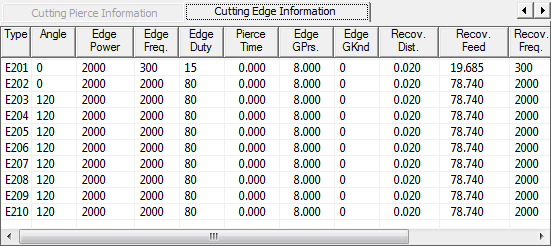
View Cutting Condition Table

Speed Analysis Of Cutting Different Materials By Different Power Fiber Laser Cutting Machine Cnc Routers Cnc Lasers Cnc Router Machines Cnc Laser Machines Alpha Cnc

Press Brake Bend Allowance Chart Press Brake Allowance Chart Welding And Fabrication

Softer metals like aluminum and mild steel have higher cutting speeds than do nasty metals like titanium or inconel.
Mild steel laser cutting speed chart.

Pin On Metals Properties Characteristics Fabrication

The Ultimate Guide To Fiber Laser Cutting Machinemfg

Pin On Https Aakrutient Com

Pin On Customer Projects

Pin On Lokhandwala Shabbir

Hd Plasma One Step In Place More In The Qr Code Or Visit Https Www Directindustry Com Prod Arcbro Ltd Product 67370 2226913 Html In 2020

Carbide Create Video Tutorial Series Carbide 3d In 2020 Videos Tutorial Tutorial Pixel Image

Pin On Laser Cutting Sheet Metal Work And Plate Work

Arc Welding Bead Faults Arc Welding Welding Table Welding

Pin On Automata

Pulley Calculator Rpm Belt Length Speed Animated Diagrams Pulley Calculator Speed

Pin On Scroll Saw Patterns

See The Crazy Video Grew Blacksmithing Welding Table Welding Set Welding

This Is A Great 9 Page Pdf Entitled Bendworks The Fine Art Of Sheet Metal Bending This Is A Basic Sheet Metal Metal Bending Sheet Metal Fabrication

Gas Selection Guide For Plasma Cutting Aluminum Stainless Steel Mild Steel

Kmg 2 X72 Belt Sander For Knife Making Construction Instruction For Beginner Part 2 Construction Of Belt Grinder Plans Belt Sander 2x72 Belt Grinder Plans

Laser Cutting An Overview Sciencedirect Topics

Pin On Fine Jewellery
1

Cut Steel For Diy Projects 7 Ways Of Cutting Steel Rank By Cost More

Haemoglobin Colour Scale Color Scale Science Equipment How To Find Out

Autodesk Inventor Sheet Metal Flat Pattern Success Every Time Sheet Metal Sheet Metal Fabrication Sheet Metal Work

The Application Of Air As Auxiliary Gas In Laser Cutting Machinemfg
Turning Up The Power
Five Laser Cutting Trends Of 2019

Arc Welding Bead Faults Arc Welding Welding Table Welding

Hd Plasma One Step In Place More In The Qr Code Or Visit Https Www Directindustry Com Prod Arcbro Ltd Product 67370 2226913 Html In 2020

Ipg 500watt Fiber Laser Cutting Machine For 8mm Carbon Steel For Accurl Youtube

Spark Testing Of Steel In 2020 Steel Blacksmithing It Cast

Pin Su Cancelli

Pin On Renovation

Vertical Tubing Bender Bender Homemade Tools Garage Tools
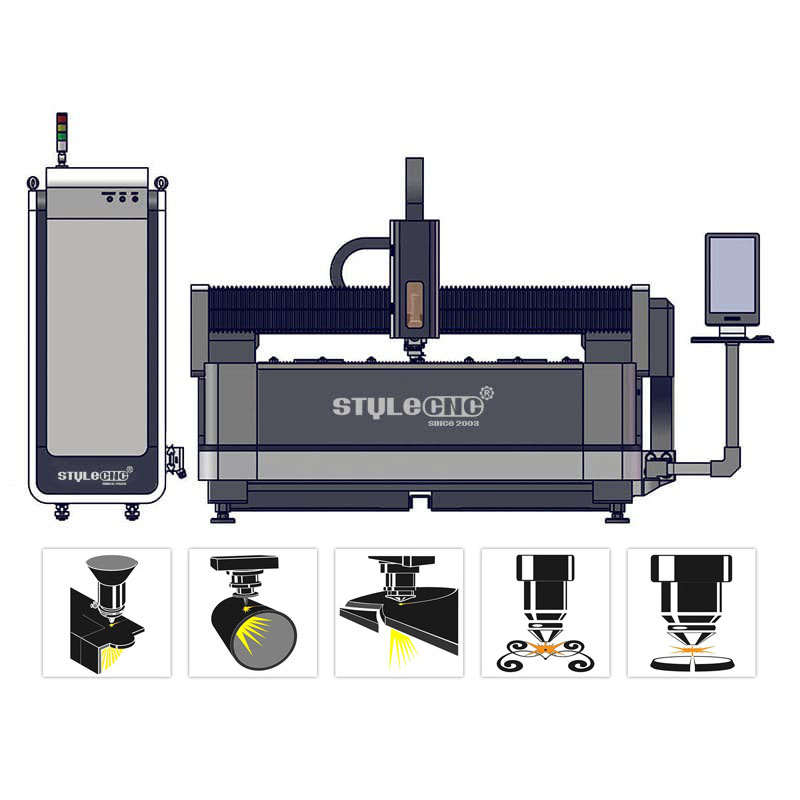
Metal Laser Cutters Laser Metal Cutting Machines For Sale Stylecnc

Cnc Programming

Laser Cutting Machine Fiber Laser Metal Cutting Machine Manufacturer From Mumbai

We Have Economic Quality Embossing Flower Roller Shutter Door Roll Forming Machine This Machine Have Very Good Roller Shutters Shutter Doors Shutters
Plasma Cutting Function Advantages And Disadvantages

Laser Cutting Metal The Basics Simply Explained All3dp Pro

Pin On Fein Tools In Action

Kurt Style Vise For Gingery Shaper By Rick Sparber Homemade Kurt Style Vise For A Gingery Shaper Separate And Perpendic Vise Homemade Tools Metal Workshop

Fiber Laser Cutting Machine Manufacturers Companies Honeybee Cnc
Pdf Optimization Of Parameters For Fibre Laser Cutting Of A 10 Mm Stainless Steel Plate
.jpg)
150w 180w 300w Mixed Co2 Laser Cutter For Metal And Nonmetal Materials Cutting
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqbkjp9fyxv Ujd8a M8bgbyht1lvifuslpvepfqh4 6kzt1nl Usqp Cau
Source : pinterest.com
